










Common Rail Unit for Electronically Controlled Diesel Engines
Before 2007, domestic shipyards and supporting enterprises were unable to independently produce common rail units, relying entirely on imports from South Korea and Japan, which seriously restricted the localization process.

Core Challenges

Core Challenges 1
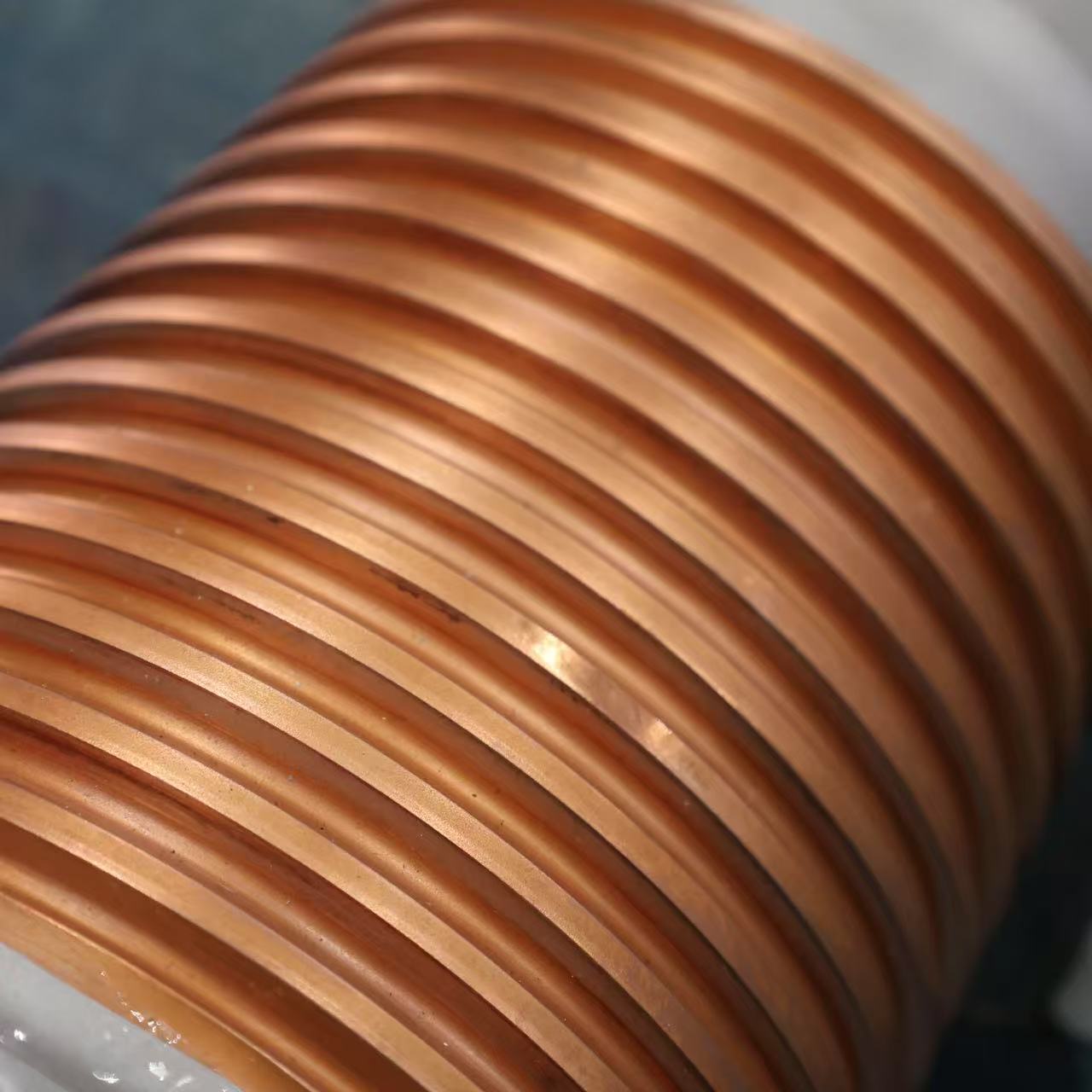
*Material Barriers: foreign common rail units used high-purity specialty steel, with no equivalent standardized material available domestically;
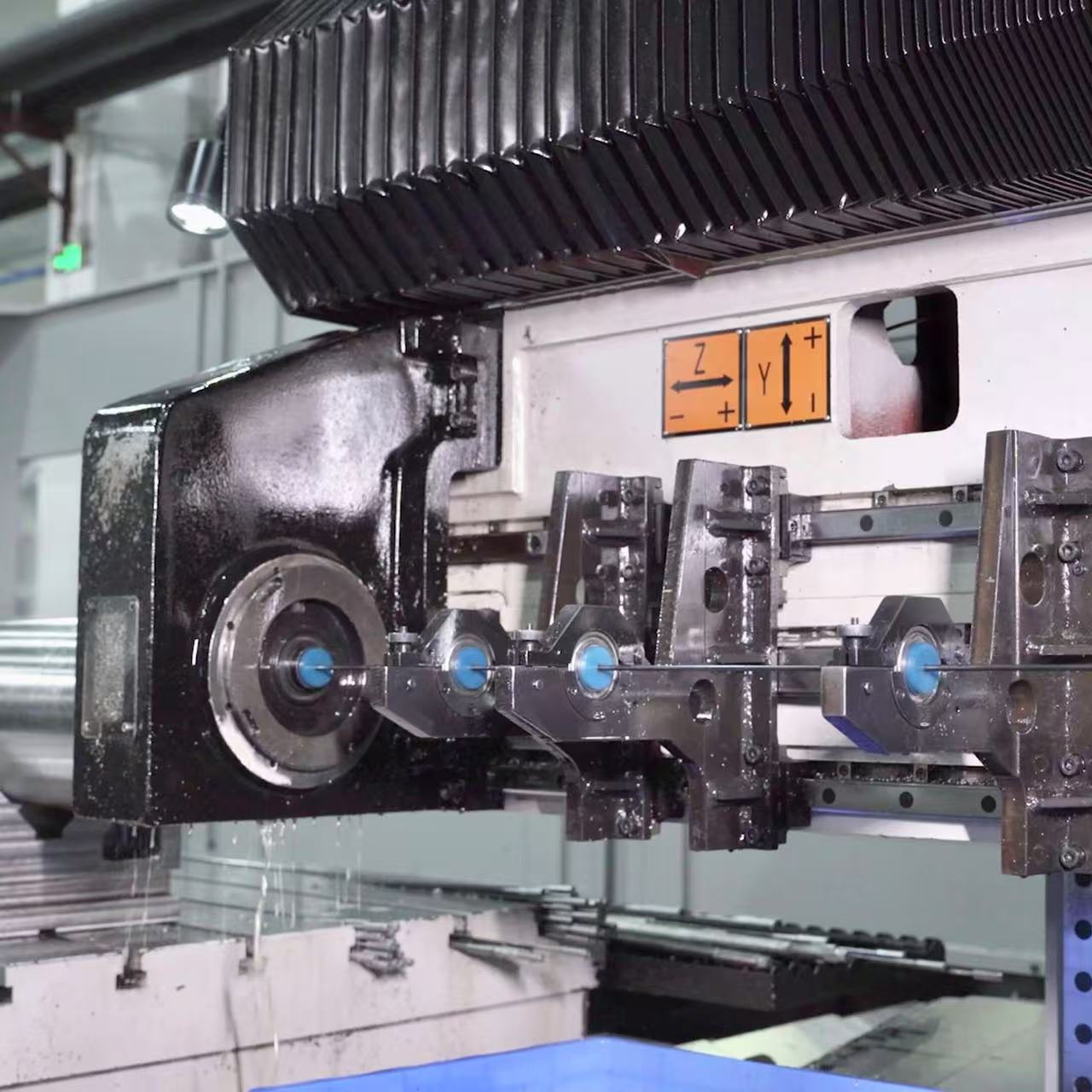
* Fuel pipe processing challenges:
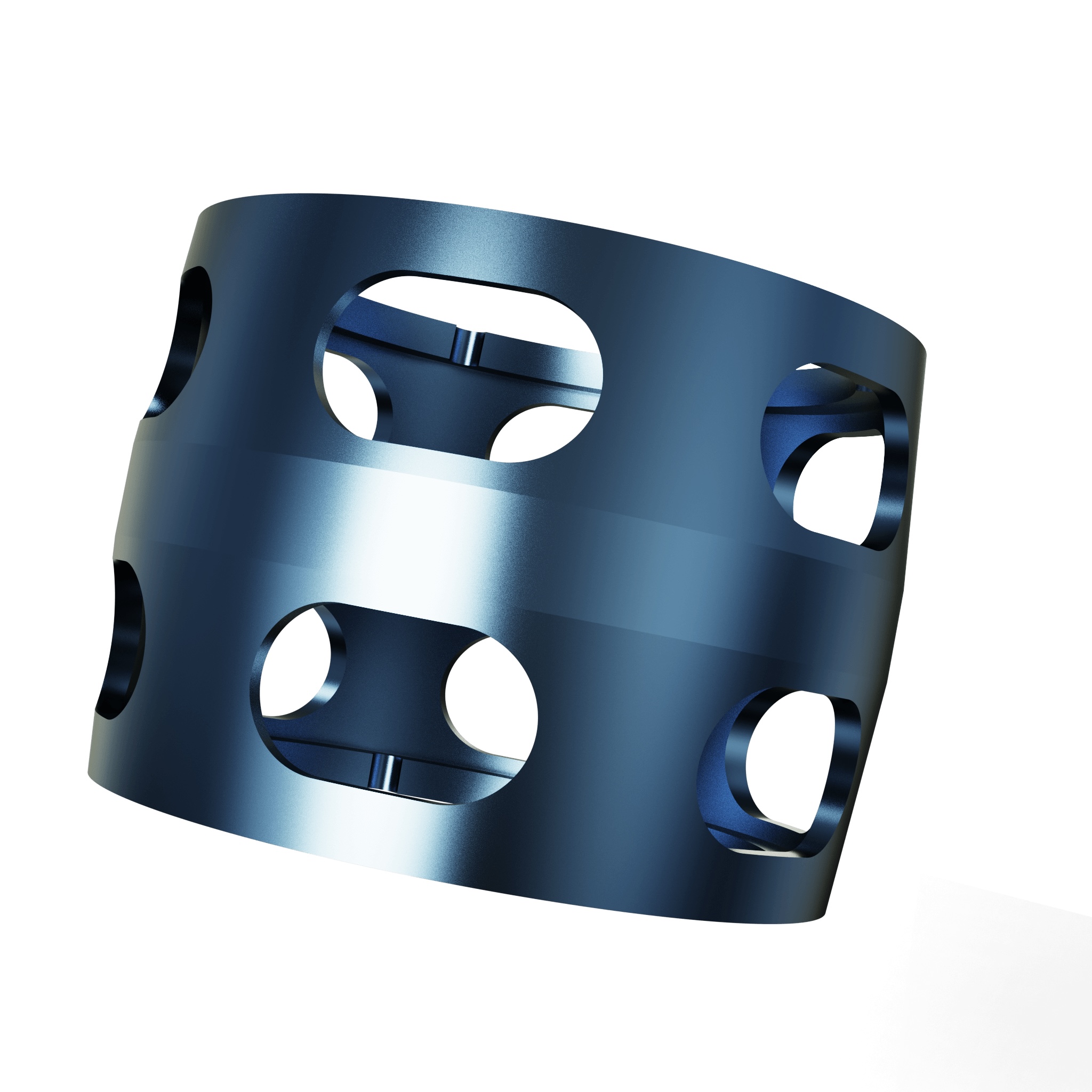
1. Intersecting eccentric hole machining: Required surface finish of 3.2μm, hole spacing tolerance of ±0.3mm, length of 4000–12000mm, and axial hole twist relative to center hole ≤±15°;
2. Traditional process flaw: "Sequential drilling" caused precision loss due to tool deflection;


Core Challenges 2
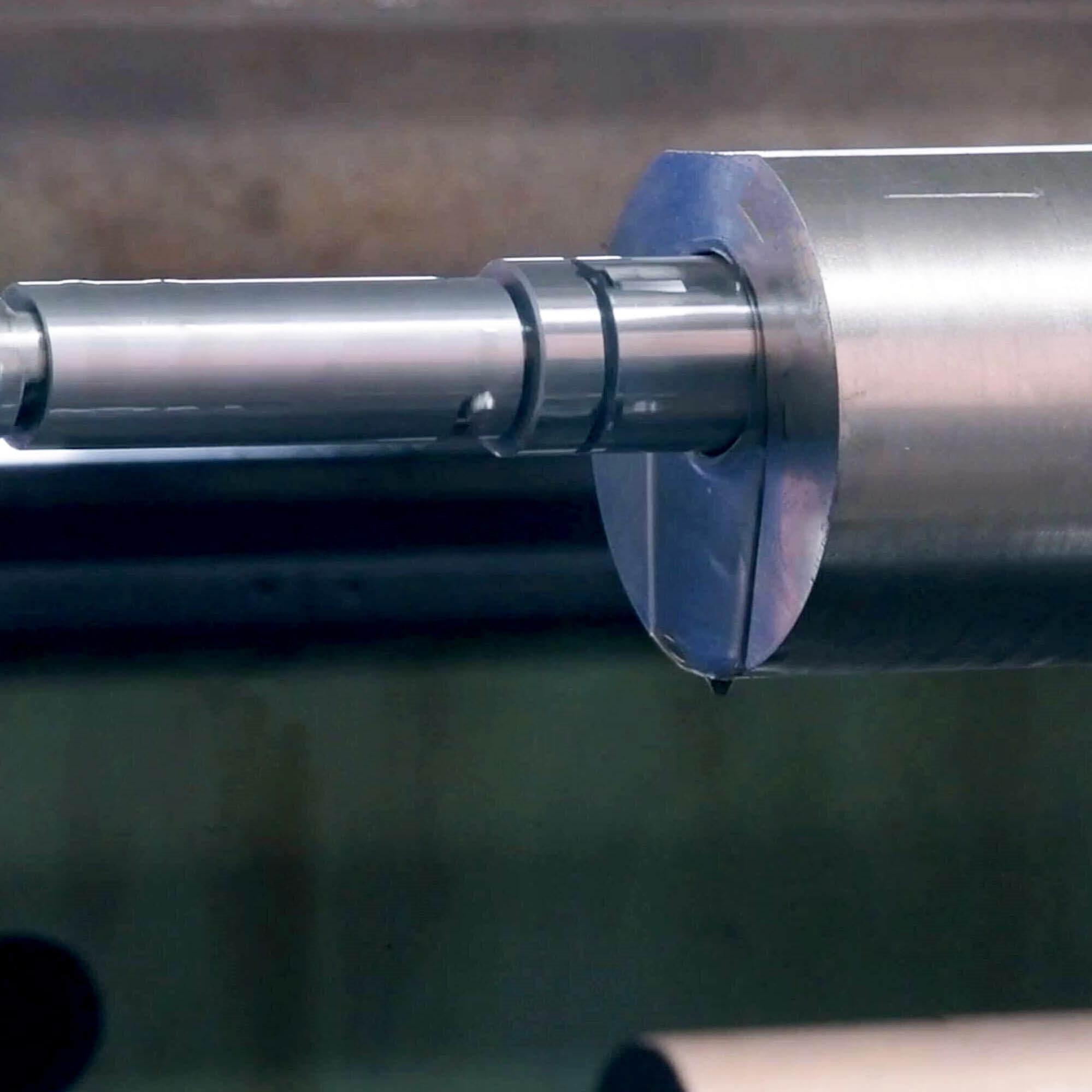
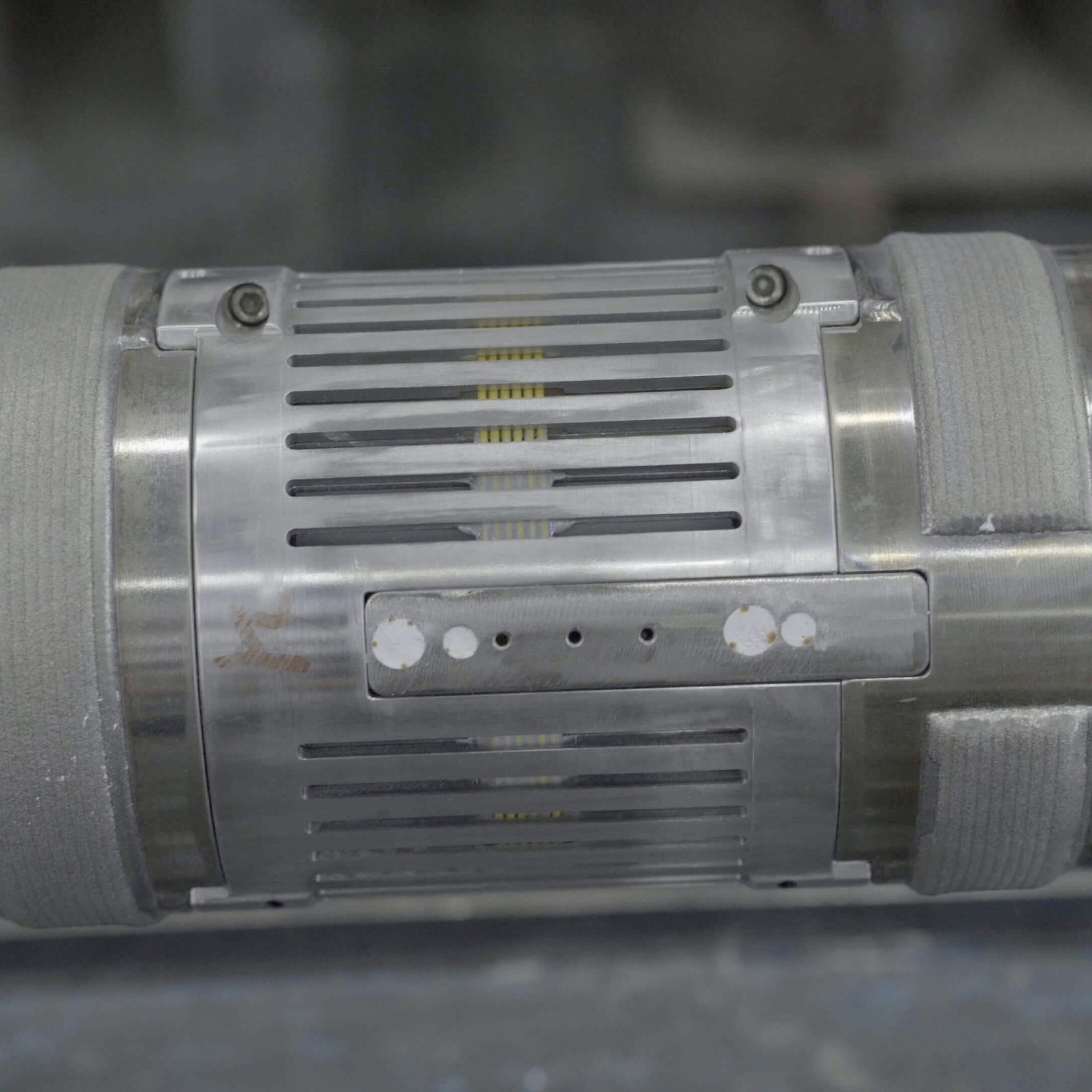
* Servo Pipe Machining Challenges: Precision boring and polishing of ultra-long slender pipes (12 meters);
* Low Pass Rate for Valve Body: only 30% first-pass rate in international assembly case;
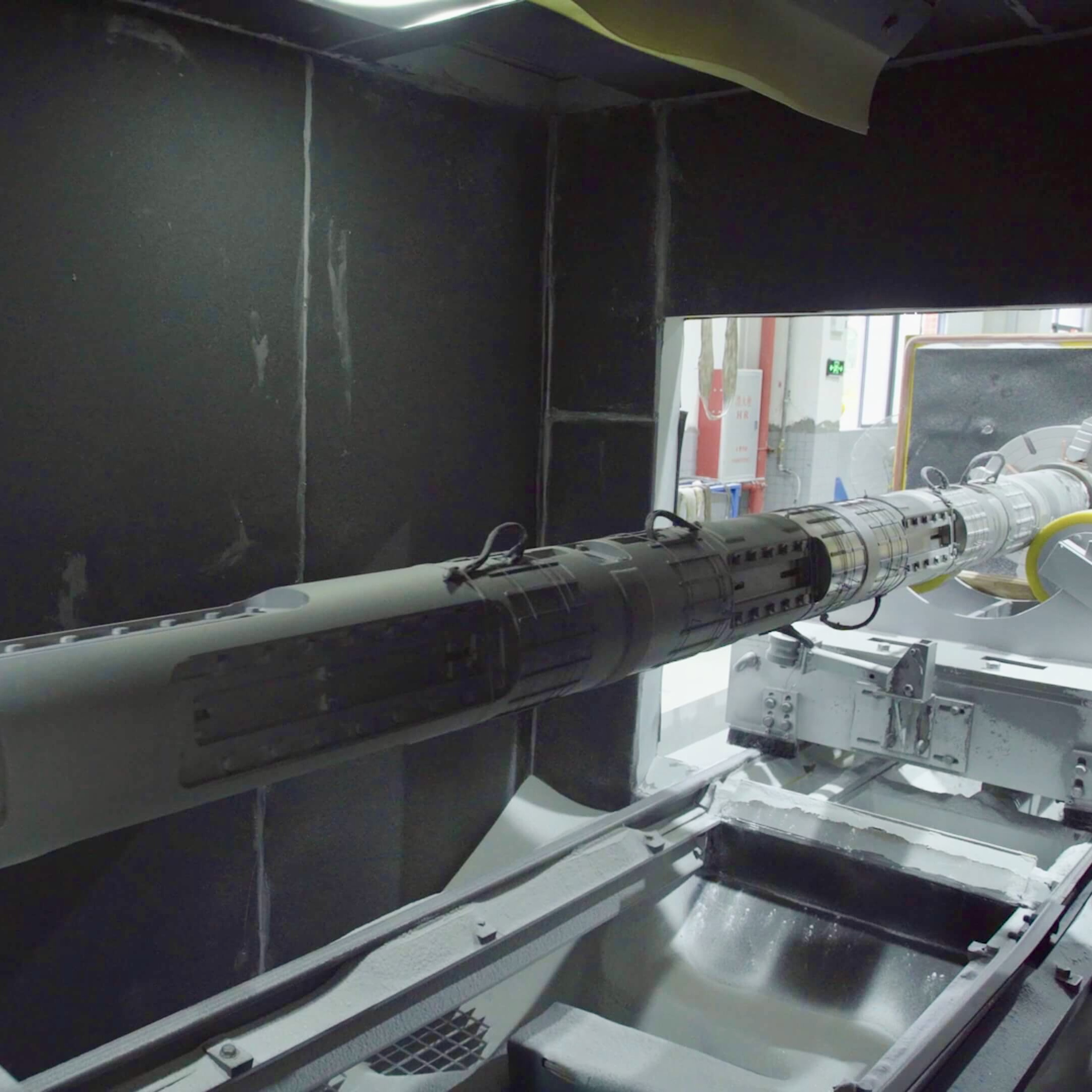
*Testing Dependency: Testing had to be conducted in Switzerland, resulting in long cycles, high costs, and production discontinuity.

Technological Breakthroughs
1. Material localization breakthrough: Develop domestic alternative materials through electroslag remelting, pre-furnace refining, forging and heat treatment and tempering process; performance and NDT indexes exceeded foreign standards and were certified by customers and classification societies.
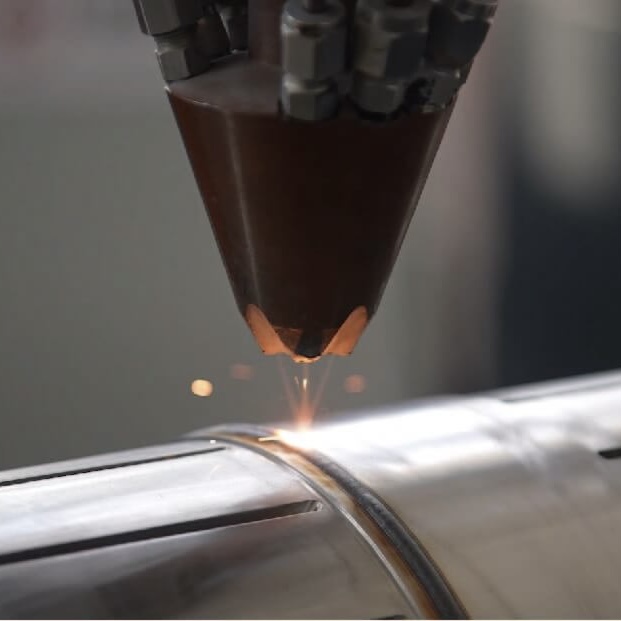
2. Fuel pipe process innovation and servo tube precision machining: developed a special guide device for peanut holes to solve the problem of letting the knife; optimize the process to ensure that the hole distance of ± 0.3mm, twist ≤ ± 15 °, and other core accuracy; developed an ultra-long servo tube bore polishing device to achieve high-precision polishing of the 12-meter fuel pipe.
3. High-efficiency assembly of the valve body: the use of special cutting tools, combined with 10 years of experience in diesel parts processing; the introduction of joint surface matching research process, an assembly qualification rate increased to more than 90%, significantly reducing rework costs.
Applications
Developed 1500bar pressure test device and functional test equipment for common rail unit of electronically controlled common rail diesel engine, ending the dependence on foreign testing, breaking the foreign technical barriers, This broke foreign technical barriers and filled a domestic gap in the production of common rail units for electronically controlled diesel engines. The breakthrough has accelerated the design and manufacturing upgrade of China's large marine electronically controlled common rail diesel engines, increased the installation rate of domestic marine components, promoted regional and industry development, and greatly enhanced the global competitiveness of China's shipbuilding industry — contributing to China's transformation from a large shipbuilding nation to a strong one.








